|
|
| Laser Materials Processing Division |
Laser Cutting
A power ramped pulsed mode (PRPM) laser piercing technique for improved CO2 laser profile cutting |
Highlights:
- PRPM mode designed and implemented in a home built high-power TF CW-CO2 laser.
- The PRPM method produced pierced holes were found to be more circular, smaller and with reduced spatter compared to those of normal pulsed mode (NPM).
- At lower duty cycles of 10% and 30%, the PRPM produced pierced holes are in the range of 200–300 mm.
- The reproducibility of the hole is better in PRPM at higher PRF and lower duty cycle. Photodiode based detection of light emission signals from the piercing zone has implemented for determination of piercing time.
- The piercing time in PRPM is relatively longer compared to that of NPM.
- In NPM, when the piercing time decreased to 200 ms after that increase in the peak power turned the process into blast piercing.
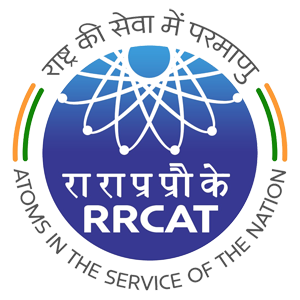
Schematic representation and experimentally observed pulsed forms: (a and c) normal pulsed mode (NPM) and (b and d) power ramped pulsed mode (PRPM).
Comparison of laser cut initiated with a blast pierced hole produced in NPM (e) and with a controlled pierced hole in PRPM (f).
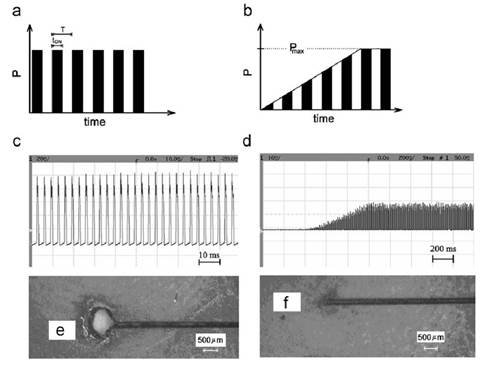
Laser profile cut specimens produced with PRPM piercing followed by pulsed mode laser cutting
Publication: B. Tirumala Rao et al, Optics and Lasers in Engineering 47 (2009) 1108–1116. |
| |
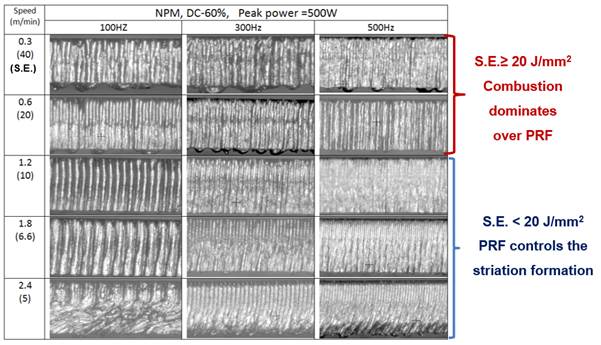
Effect of power modulations on laser cutting of mild steel |
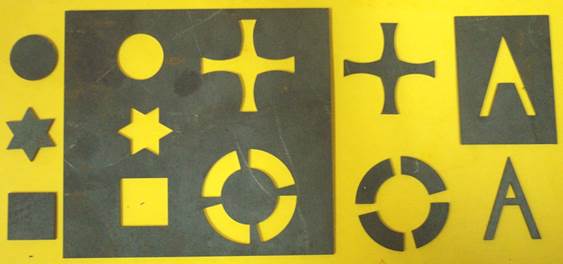
Schematic of laser cutting process and striations formation on laser cut edges
- Normal pulsed mode (NPM) and quasi continuous wave mode (QCWM) were implemented in a home built CO2 laser.
- Effect of different these laser power modulations (pulse repetition frequency, duty cycle, peak power) on the cut edge morphology of 1.5 mm thick mild steel with oxygen assisted was addressed.
- For optimum laser cutting in NPM, the range of severance energy was found to be higher than that observed for QCWM mode cutting.
- At lower pulse repletion frequencies (PRF) and 30% duty cycle, distinctly visible striations were observed on the cut edges.
- At PRF increased to 500 Hz, the cut edges obtained were almost free of striations.
- The roughness of the laser cut edges decreased with an increase in PRF and compared to QCWM laser power modulations, NPM has resulted low roughness on the cut edges.
Publication:
L. M. Kukreja et al, Invited Review Chapter; Emerging Laser Materials Processing Techniques for Future Industrial Applications,in Laser-Assisted Fabrication of Materials, Springer-Verlag Berlin Heidelberg, pp. 423 - 478 (2013) |
| |
Development of Laser-Assisted Oxygen cutting for mild steel |
LASOX (laser-assisted oxygen) cutting method has a potential to expand the laser cutting processing capabilities for thicker steel cutting as required in technological applications like nuclear decommissioning, heavy equipments etc.

- Lasox cutting process head based on supersonic nozzle has developed indigenously.
- The performance of the gas flow characteristics of supersonic nozzle was studied with help of shadowgraph technique and it was found that for the stagnation pressure of 5-7 bar, the nozzle has produced uniform mass flow suitable for the Lasox cutting.
- Further it was shown that in convergent nozzle, gas flow was associated with formation of strong expansion shock waves above 3 bar stagnation pressure.
- Lasox cutting process parameters were optimized for cutting mild steel plates of 25 – 60 mm thickness.
- At low cutting speeds the cut edges were associated with formation of large amount of re-solidified iron oxide with macroscopically observable pores.
- Unlike thin section cutting, the optimum process parameters for Lasox cutting were found to be very critical and a marginal variation in any of the process parameter like gas pressure, cutting speed, stand-off distance resulted into irregular cut surface morphology.
- The Lasox cut edges produced with NPM are of better quality than those produced with CW mode.
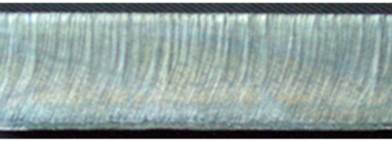
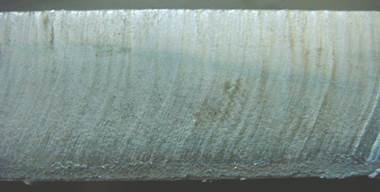
LASOX process produced cut edges of mild steel (top) 25 mm and (bottom) 40 mm |
| |
| |
|
|
|