| Proton Linac Development Division |
 |
|
Development of 3 MeV Prototype RFQ Structure
The front end of the 1 GeV H- ion/proton linac will consist ion source, LEBT and 3 MeV Radio Frequency Quadrupole (RFQ). A four vane 3 MeV RFQ has been designed to accelerate H- ion beam from 50 keV to 3 MeV. A prototype RFQ has been fabricated. Linac Components Development Section of PLDD is involved in the engineering design, vacuum design, fabrication and assembly of RFQ.
RF power loss in the structure results in thermal deformations and RFQ structure detunes from its designed operating frequency. Hence thermal stability of the structure is the main concern of engineering design. Thermal analysis of RFQ has been carried out for a maximum duty factor of 10 % where average power loss is taken as 42 kW. Cooling channel of 12 mm diameter circular cross section was selected considering machining feasibility. Studies were performed to optimize cooling channel locations and flow velocities for effective cooling of RFQ structure. 3D fluid-thermal coupled analysis was performed to incorporate the effect of water temperature rise in the cooling channel of RFQ. Parallel and counter flow cooling schemes were considered during analysis.
Fabrication of full length prototype 352.2 MHz RFQ structure in aluminium alloy with modulated vanes was taken up to understand the fabrication difficulties and also to validate the physics design data. For prototyping, an eight joint type of assembly was chosen. Machining of all the modulated vanes was carried out with the use of 12 mm diameter ball nose end milling cutter. Machining parameters were optimized for achieving surface finish <=0.8 µm. Vane cut backs were machined at both the extreme ends. A bead perturbation test set up to characterize the RFQ structure has been developed. The setup is capable of performing bead pull testing of all four quadrants of RFQ structure in a single setting. Field distribution studies with the help of bead pull setup have been carried out.
After gaining experience from fabrication of prototype RFQ structure, fabrication in OFE copper has been initiated. To develop RFQ fabrication technology in-house, an infrastructure consisting of high precision milling machine, 3D co-ordinate measuring machine, high vacuum brazing furnace etc. has been set up. Coolant channels of diameter 12 mm are required to remove RF induced heat in RFQ structure. Deep hole drilling operation in OFE copper bars was carried out with the help of an Indian industry. Design and vacuum brazing of plugs to seal the deep drilled holes was carried out in-house. All brazed plugs were tested for vacuum leak tightness and found to be leak tight. Finish machining of first segment of RFQ structure is in progress. Special fixtures were fabricated to carry out machining of RFQ bars. Machine parameter optimization was carried out to establish procedure to achieve required surface finish, size & geometrical tolerance.

W shaped RFQ copper bar - Vacuum leak testing after drilled holes plug brazed

352.2 MHz prototype RFQ structure assembled on a bead pull test stand

RFQ vane under machining process

W shape RFQ copper bar loaded in vacuum brazing furnace for brazing of drill plugs

Machining trials for modulated RFQ vane

RFQ Machining on high precision CNC milling machine
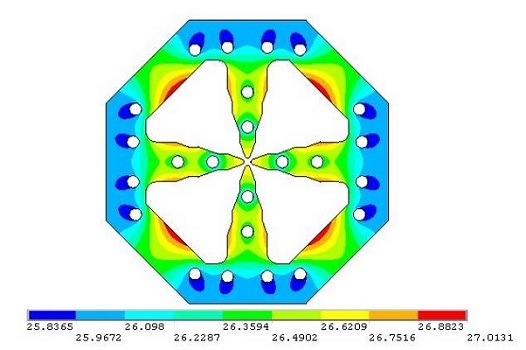
2-D Temperature distribution for RFQ
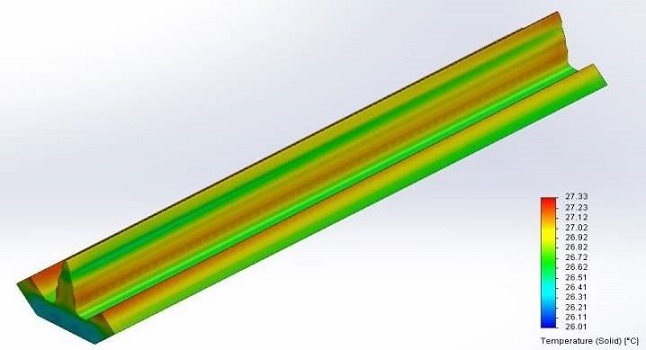
3-D Temperature distribution with counter flow
|
|
|












